Italiano
Italiano  English
English 

Van Hoorn – Frese per la lavorazione di elettrodi in grafite
La grafite sta sempre più soppiantando il rame nella realizzazione di elettrodi per elettroerosione. Questa evoluzione tecnologica è dovuta essenzialmente al facilità con cui è possibile lavorare la grafite ed al suo peso specifico molto ridotto, fattore che rende questo materiali ideali per grandi forme. È inoltre possibile ottenere elettrodi con forme, nervature e filetti anche molto complessi senza il rischio di deformazione. Il rovescio della medaglia è che la grafite è estremamente abrasiva, fattore che limita di molto la durata degli utensili che la lavorano.
La soluzione è la tecnologia Van Hoorn Carbide in abbinamento al rivestimento in diamante che garantiscono accuratezza, perfetta finitura superficiale, tempi ciclo ridotti ed una maggiore vita utensile. Sono state infatti sviluppate tecnologie innovative per minimizzare le imperfezioni del rivestimento in diamante, garantire una maggiore accuratezza, tolleranze più strette e, dunque, performance e durata utensile superiori.
Una vita utensile estesa garantisce, non solo un costo pezzo inferiore, ma anche la certezza di poter lavorare in sicurezza un componente nella sua totalità senza scendere sotto tolleranza a causa dell’abrasione dei taglienti.
Per migliorare ulteriormente la qualità della superficie e la vita dell’utensile si consiglia di impiegare emulsione ed utilizzare basso ae e largo ap per contornature e basso ap per cave.
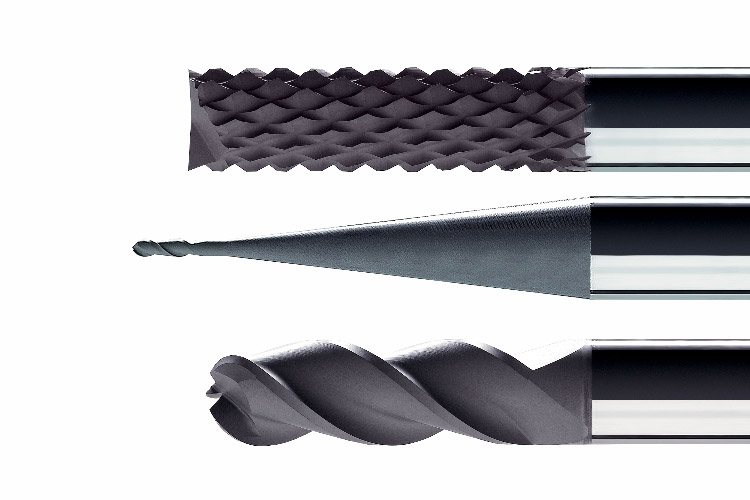
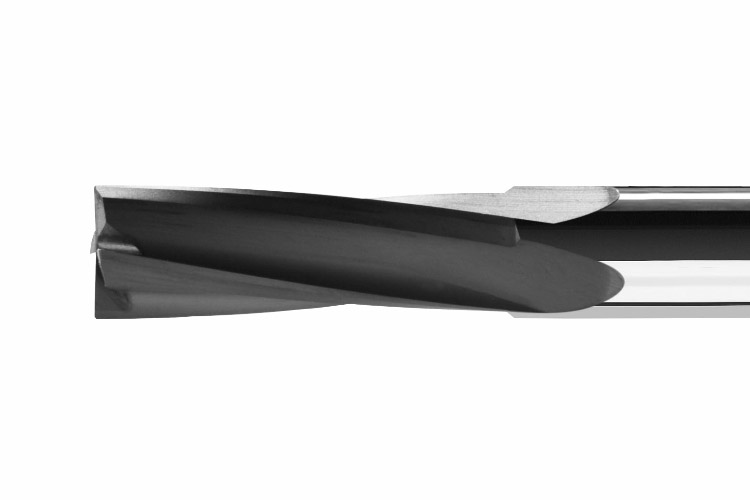
Frese diamantate Van Hoorn per la lavorazione della grafite includono:
– VHGR: geometria per sgrossatura
– VHGT: elica a 40° spigolo standard
– VHGTF: elica a 40° spigolo raggiato
– VHGKF: elica a 40° a testa sferica
– VHMG: microfrese con spigolo standard
– VHMGK: microfrese con testa sferica