Italiano
Italiano  English
English 

Van Hoorn – Frese in metallo duro integrale per acciai temprati fino a 70 HRC
La gamma di frese in metallo duro integrale Van Hoorn include utensili specifici per la lavorazioni di acciai fino a 70 HRc. La fresatura di acciai temprati a 58-70HRc con tecnologia VHC garantisce alcuni importanti vantaggi competitivi in quanto non richiede l’utilizzo di EDM (elettroerosione), con conseguente riduzione dei tempi di lavorazione. Inoltre la lucidatura più essere ridotta al minimo e consente di ottenere lavorazioni più precise grazie al singolo serraggio pezzo.
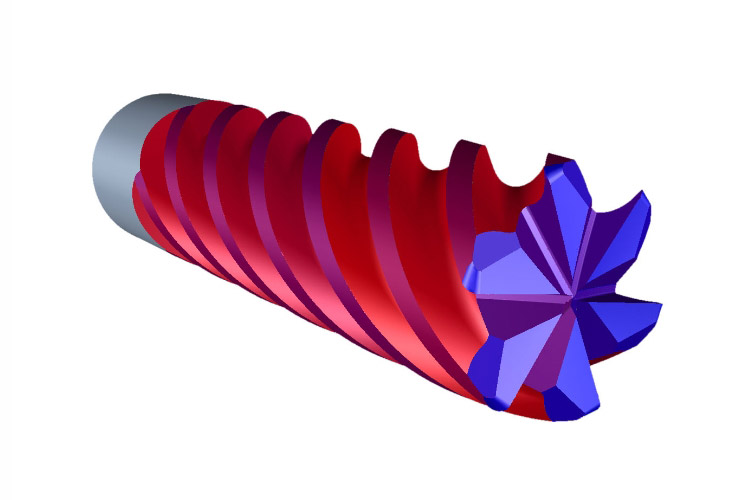
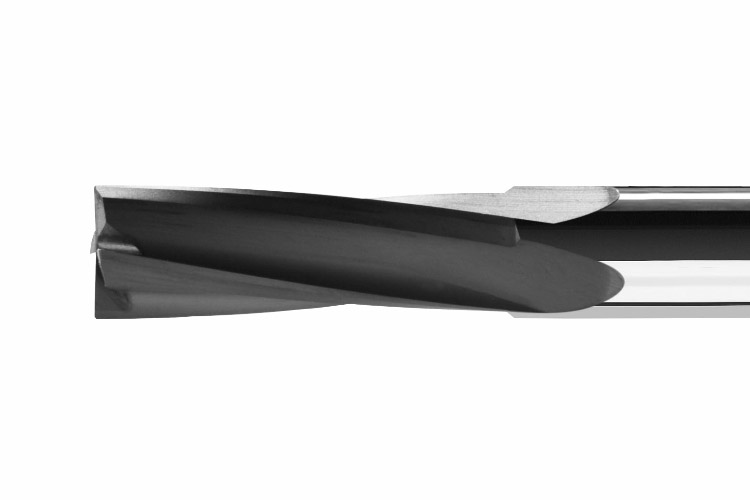
Le frese in carburo di tungsteno Van Hoorn sono caratterizzate da geometrie specifiche, superfici lappate di alta precisione, rivestimenti multistrato e dall’utilizzo in via esclusiva di metallo duro micrograna di elevatissima qualità che garantiscono una nano struttura ottimale. Tutte queste caratteristiche consentono di ottenere un’estrema durezza con conseguente estensione della vita utensile e di performance di altissimo livello.
È importante tenere presente che, a seconda del pezzo da lavorare, possono essere adottate differenti strategie. È inoltre importante considerare che la lubrificazione e l’evacuazione del truciolo giocano un ruolo fondamentale in queste applicazioni. Sono dunque possibili due differenti approcci: la fresatura ad alte prestazioni (HPM) e la fresatura ad alta velocità (HSM).
HPM (strategia di fresatura ad alte prestazioni)
– Alta velocità di taglio (Vc)
– Grande profondità di passata (Ap)
– Piccola asportazione (Ae)
– Medio avanzamento per dente (Fz) e media velocità d’avanzamento (Vf)
HSM (strategia di fresatura ad alta velocità)
– Alta velocità di taglio (Vc)
– Piccola profondità di passata (Ap)
– Piccola asportazione (Ae)
– Alto avanzamento per dente (Fz) ed alta velocità d’avanzamento (Vf)
La tecnologia Van Hoorn Carbide per i materiali temprati (58-70 HRc) include geometrie a testa sferica a due taglienti VHPK, geometrie toriche a 4 taglienti VHPT, geometria multi tagliente e geometria multi tagliente VHPM con spigolo raggiato VHPMR.
Suggerimenti:
– Adottare un sistema di fresatura rigido e preciso ed un corretto metodo di serraggio pezzo.
– Cercare di evitare il più possibile interruzioni di contatto fresa/pezzo durante la fresatura.
– Utilizzare un sistema di lubrificazione minimale (MQL) oppure un lubrificante nebulizzato per migliori risultati.